Custom LSR Injection Molding Capabilities
What is LSR Injection Molding
Injection molding of liquid silicone rubber (LSR) is a highly efficient and precise process used in medical, automotive, electronics, and consumer industries. It is also commonly referred to as liquid silicone rubber injection molding or liquid injection molding in production environments.
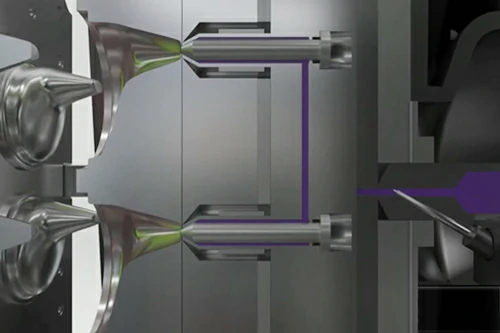
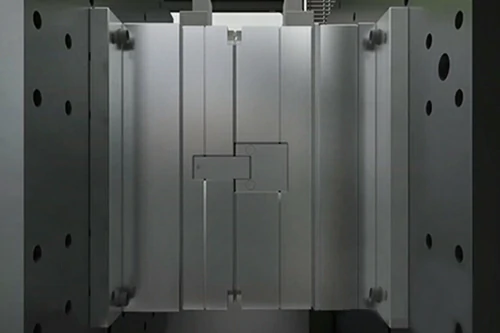
In the molding process, two liquid silicone components (Part A and Part B) are metered, mixed, and injected under pressure into a heated mold. The material cures rapidly inside the mold, forming the intended shape with strong dimensional stability and repeatable part quality.
Step 1 : Material Preparation
Step 2 : Injection of LSR into the Mold
Step 3 : Molding and Cooling
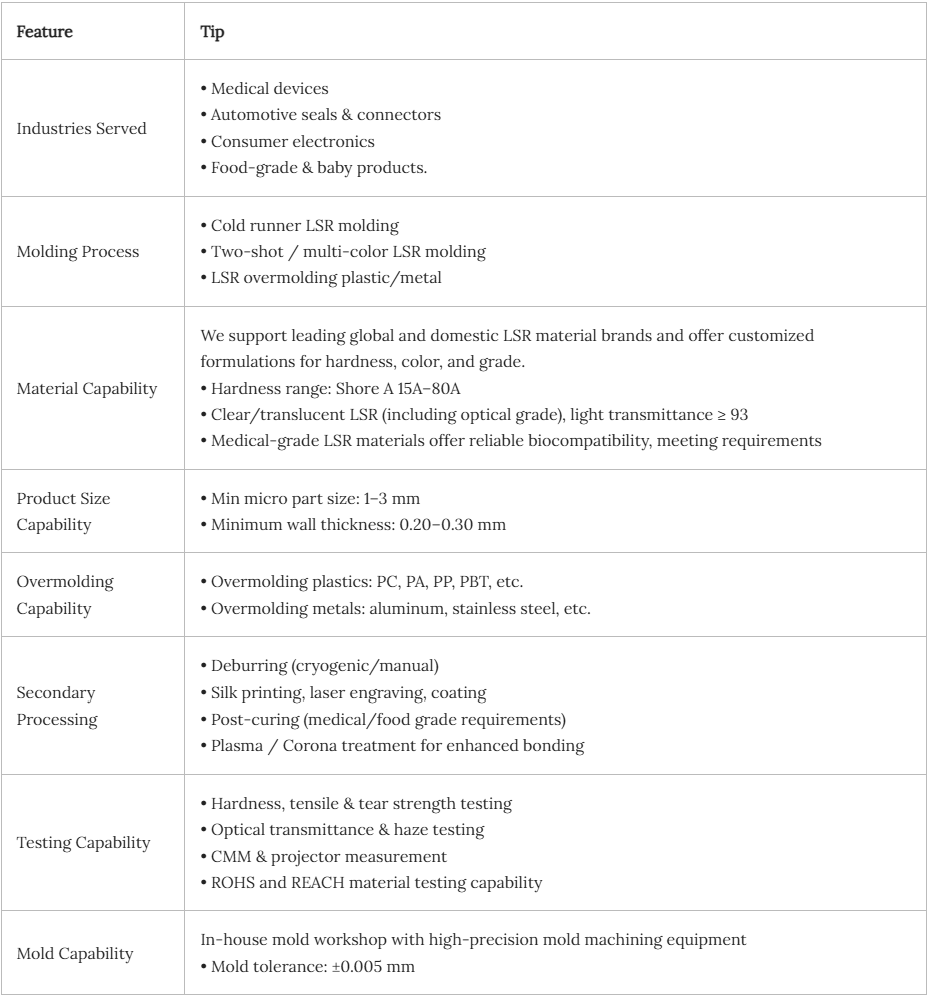
LSR Injection Molding Capabilities
Single-shot LSR
Liquid silicone is injected into a mold and cured in one step by heating, requiring no secondary processing.
Single-shot LSR
Liquid silicone is injected into a mold and cured in one step by heating, requiring no secondary processing.
Single-shot LSR
Liquid silicone is injected into a mold and cured in one step by heating, requiring no secondary processing.
Silicone Material Customization
The silicone raw material system strongly influences final part performance and appearance. Different material families and brands vary in heat resistance, low-temperature flexibility, UV stability, oxidation resistance, and long-term aging behavior. We maintain supply partnerships with leading brands and can recommend appropriate material grades from liquid silicone manufacturers based on your functional requirements and production conditions.
We offer material options aligned with safety and compliance needs, including FDA, LFGB, and REACH. For projects requiring higher cleanliness and traceability, we can discuss medical-grade liquid silicone rubber options and define the documentation scope based on your intended use.
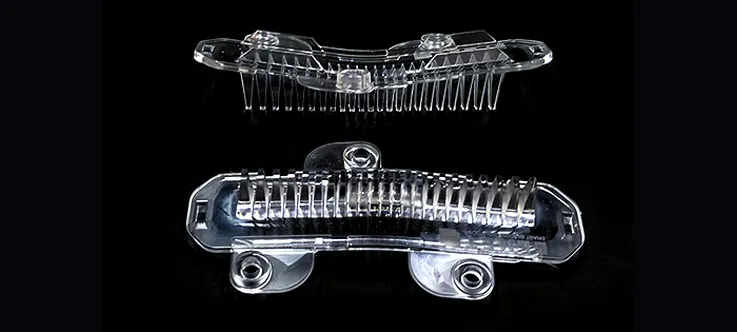
1. Optical-Grade Silicone
Physical properties for optical-grade LSR
1. Extremely high light transmittance (≈93–94%), low haze (<1%)
2. Excellent UV and blue-light stability with strong anti-yellowing performance
3. UL certification support, including UL 94 flame retardancy rating options
Surgical equipment LED lens
Patient monitor optical cover
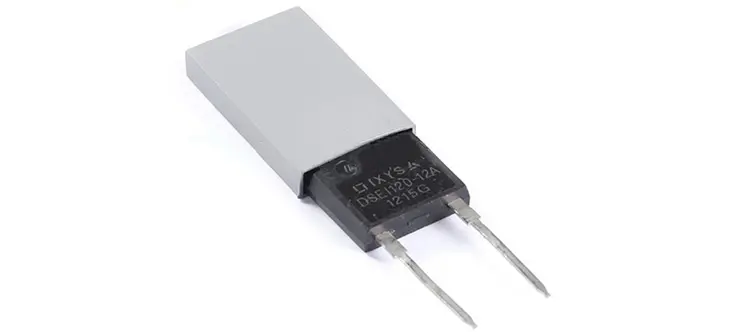
Physical properties for electronics and power modules
1. Waterproof (IP67–IP69K), insulated, and chemically resistant LSR silicone
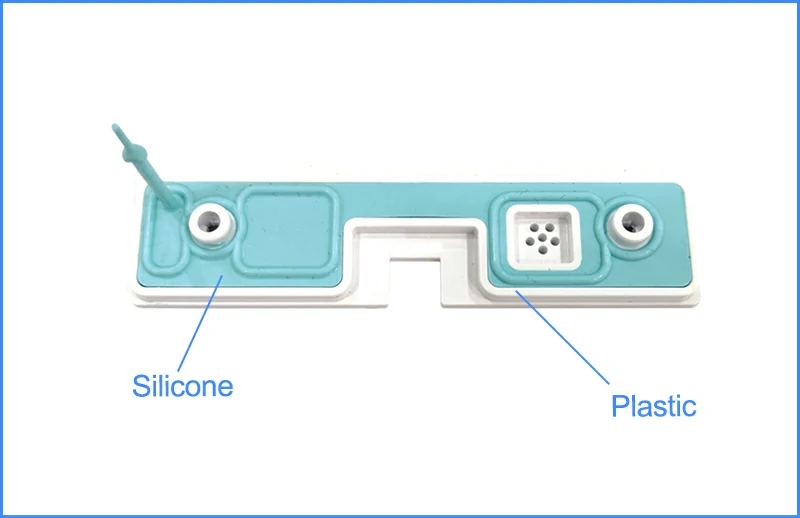
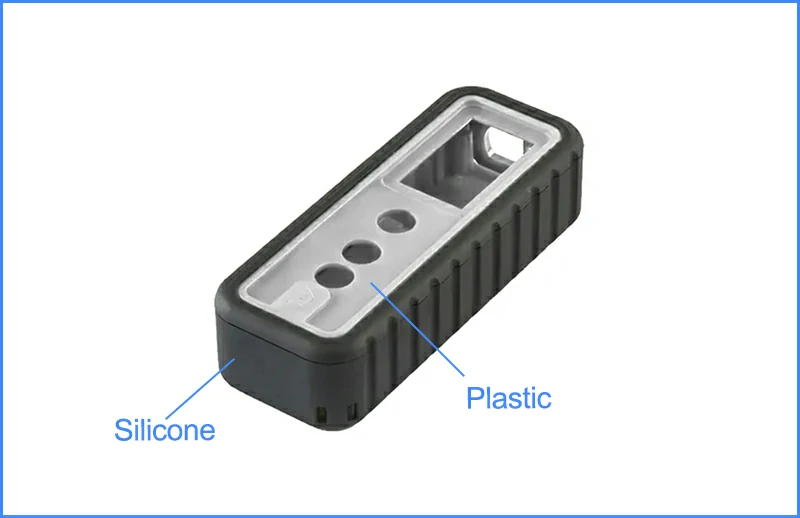
2. High-insulation and thermal options with strong bonding performance and UL-aligned safety requirements
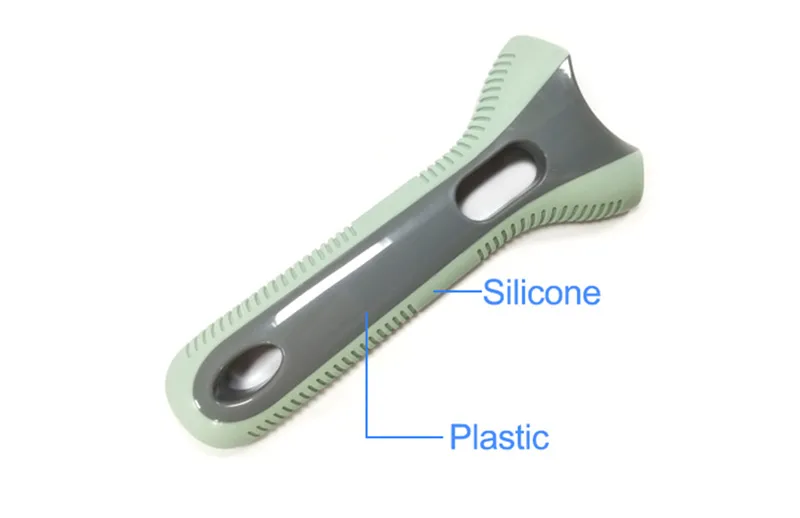
3. Soft-touch, ergonomic, skin-safe LSR with customizable hardness and colors to support product differentiation
Electronic component sleeve
Earphone shell rubber coating
3. Medical-Grade Silicone
SGS-aligned silicone options with high purity, long-term stability, and established safety evaluation pathways. These grades are commonly used for medical-grade silicone parts and selected medical device component applications when the project scope, documentation, and customer requirements are clearly defined.
Dental instrument handles
Post-processing for Liquid Silicone Rubber Products
Quality Control & Testing
Tensile / Tear strength testing
Automatic button load tester
XRF spectroscopy testing machine
Color matching light box tester
To learn more about testing equipment, please click this button.
To learn more about testing equipment, please click this button.
Custom Liquid Silicone Rubber Product Workflow
The following is our product customization process. At Shengxin, turning your ideas into real, high-performance products is what we do best. Partner with us for a smooth, efficient and innovative journey — from concept to completion. Want to see how we bring your ideas to life? Let’s get started.
The following is our product customization process. At Shengxin, turning your ideas into real, high-performance products is what we do best. Partner with us for a smooth, efficient and innovative journey — from concept to completion. Want to see how we bring your ideas to life? Let’s get started.
1.Customization requirement
6.Mold testing and validation
8.Delivery and after-sales